








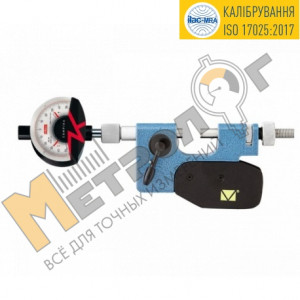
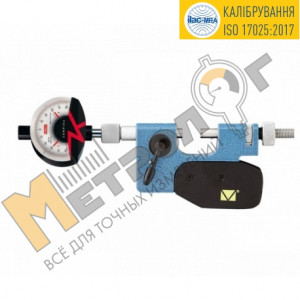
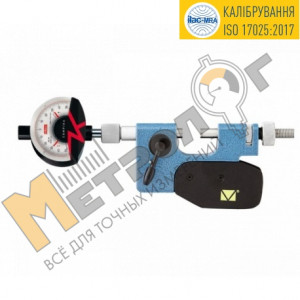
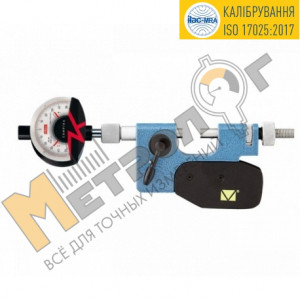



Скоба важільна СР і УРП - вимірювальний прилад для визначення зовнішніх лінійних розмірів. Він використовується при серійному виробництві прецизійних деталей, для чого налаштовується розмір виробу.
Відповідно до стандарту випускаються скоби трьох видів вимірювань не більше 1000 мм. Точність результатів регламентується ГОСТом.
Основні характеристики приладу:
- ціна поділу;
- діапазон шкали;
- межі виміру;
- гранична похибка.
Важільна скоба працює за методом порівняння розмірів деталі з кінцевою мірою. У такий спосіб визначають відхилення форми виробу.
Основні елементи конструкції:
- відліковий пристрій;
- рухома п'ята;
- корпус із кінцевими теплоізоляційними накладками;
- вбудована шкала зі стрілкою та елементами управління;
- переставна п'ята;
- важіль.
Прилади оснащуються рухомою та переставною вимірювальною поверхнею (п'ятою), виготовленою з твердих сплавів. Рухлива поверхня регулюється приладом важеля (арретиром), а переставна встановлюється точно за рахунок фіксації гвинтом зі стопором і запобіжником. Вимірювання здійснюються за допомогою важеля, що підтримує постійне зусилля. Він переміщається натисканням кнопки, збільшує відстань між п'ятами та оберігає від зношування вимірювальні поверхні.
Перед вимірюванням прилад налаштовують на розмір щодо блоку кінцевих заходів із плоскопаралельними площинами. Спочатку встановлюється переставна п'ята, потім вставляється блок заходів, після чого виконується фіксація гвинта. Після цього важільну вимірювальну скобу вставляється деталь. Її положення має бути співвісним щодо п'ят. Відлік провадиться за шкалою.
Види важільних вимірювальних скоб
Основні типи та особливості приладів за ГОСТом:
- УРП - підвищеної точності з вбудованим відліковим пристроєм;
- СР - з вбудованим відліковим пристроєм;
- СІ – індикаторні моделі з вимірювальними головками.
Вимірювальні скоби важеля СР застосовуються для вимірювань в діапазоні 0-150 мм. Ціна їхнього поділу становить до 0,002 мм, а діапазон переміщення п'яти — 25 мм.
Прилади виду УРП випускаються з діапазоном вимірювань 0-25 і 25-50 мм з ціною розподілу 0,001 мм. П'ять переміщається по всьому діапазону вимірювань.
Моделі СІ виробляються в повному діапазоні шкал з ціною розподілу 0,01 та 0,001 мм та переміщенням п'яти в межах 50 мм.
Правила використання та перевірки важільних вимірювальних скоб
Перед застосуванням прилад протирають спеціальним складом та чистою тканиною, після чого витримують на робочому місці щонайменше 3 години. Шкалу встановлюють на 0 принаймні і виконують вимірювальні операції, після чого знову протирають і прибирають на зберігання.
За стандартом один раз на рік необхідно робити перевірку, в процесі якої здійснюють:
- зовнішній огляд та випробування;
- визначення довжини поділу, шкали, рисок та стрілки відлікового механізму;
- визначення вимірювального зусилля та інтервалу коливань;
- перевірку шорсткості вимірювальних поверхонь, відхилення їх площинності;
- визначення похибки вимірів.
Перевірку виконують за стандартних та стабільних температурних умов. При огляді уточнюють стан твердосплавних поверхонь та антикорозійного покриття корпусу, наявність та ефективність теплоізоляційних накладок. Комплектність приладу перевіряється згідно з документацією виробника.
До роботи допускаються пристрої без усунення покажчиків допуску після встановлення, достатньою рухливістю п'ят і правильним положенням стрілки. Різниця наступних відліків має перевищувати 0,5 поділу шкали.
При позитивних результатах перевірки видається свідоцтво державного зразка