








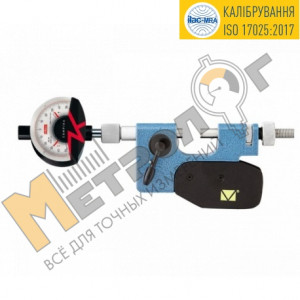
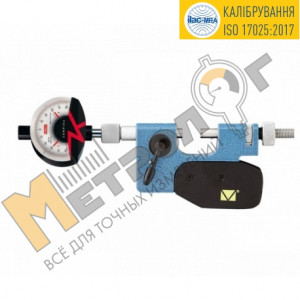
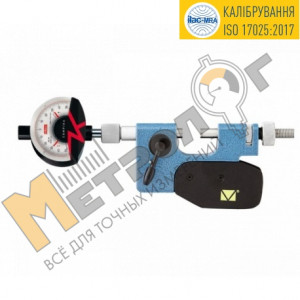
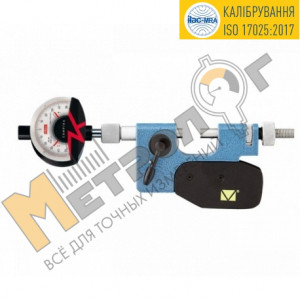

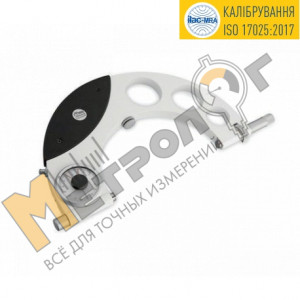
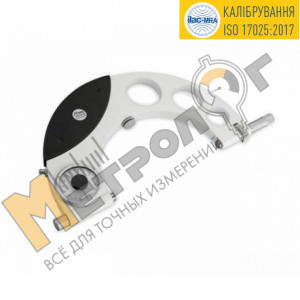
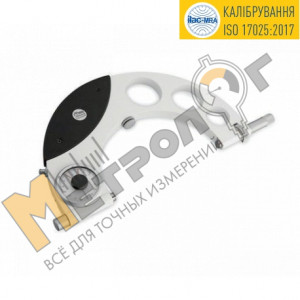
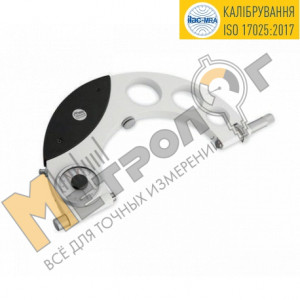


Скоба рычажная СР и СРП — измерительный прибор для определения наружных линейных размеров. Он используется при серийном производстве прецизионных деталей, для чего настраивается на размер изделия.
Согласно стандарту выпускаются скобы трех видов для измерений в пределах 1000 мм. Точность результатов регламентируется ГОСТом.
Основные характеристики прибора:
- цена деления;
- диапазон шкалы;
- пределы измерения;
- предельная погрешность.
Рычажная измерительная скоба работает по методу сравнения размеров детали с концевой мерой. Таким способом определяют отклонения формы изделия.
Основные элементы конструкции:
- отсчетное устройство;
- подвижная пятка;
- корпус с концевыми теплоизоляционными накладками;
- встроенная шкала со стрелкой и элементами управления;
- переставная пятка;
- рычаг.
Приборы оснащаются подвижной и переставной измерительной поверхностью (пяткой), изготовленной из твердых сплавов. Подвижная поверхность регулируется рычажным устройством (арретиром), а переставная устанавливается точно за счет фиксации винтом со стопором и предохранителем. Измерения производятся с помощью рычага, поддерживающего постоянное усилие. Он перемещается нажатием кнопки, увеличивает расстояние между пятками и предохраняет от износа измерительные поверхности.
Перед измерением прибор настраивают на размер относительно блока концевых мер с плоскопараллельными плоскостями. Сначала устанавливается переставная пятка, затем вставляется блок мер, после чего производится фиксация винта. После этого в рычажную измерительную скобу вставляется деталь. Ее положение должно быть соосным относительно пяток. Отсчет производится по шкале.
Виды рычажных измерительных скоб
Основные типы и особенности приборов по ГОСТу:
- СРП — повышенной точности со встроенным отсчетным устройством;
- СР — со встроенным отсчетным устройством;
- СИ — индикаторные модели с измерительными головками.
Измерительные рычажные скобы СР применяются для измерений в диапазоне 0–150 мм. Цена их деления составляет до 0,002 мм, а диапазон перемещения пятки — 25 мм.
Приборы вида СРП выпускаются с диапазоном измерений 0–25 и 25–50 мм с ценой деления 0,001 мм. Пятка перемещается по всему диапазону измерений.
Модели СИ производятся в полном диапазоне шкал с ценой деления 0,01 и 0,001 мм и перемещением пятки в пределах 50 мм.
Правила использования и поверки рычажных измерительных скоб
Перед применением прибор протирают специальным составом и чистой тканью, после чего выдерживают на рабочем месте как минимум 3 часа. Шкалу устанавливают на 0 по установочной мере и выполняют измерительные операции, после чего опять протирают и убирают на хранение.
По стандарту один раз в год необходимо производить поверку, в процессе которой осуществляют:
- внешний осмотр и опробование;
- определение длины деления, шкалы, рисок и стрелки отсчетного механизма;
- определение измерительного усилия и интервала колебаний;
- проверку шероховатостей измерительных поверхностей, отклонения их плоскостности;
- определение погрешности измерений.
Поверку выполняют при стандартных и стабильных температурных условиях. При осмотре уточняют состояние твердосплавных поверхностей и антикоррозионного покрытия корпуса, наличие и эффективность теплоизоляционных накладок. Комплектность прибора проверяется согласно документации производителя.
К работе допускаются устройства без смещения указателей допуска после установки, достаточной подвижностью пяток и правильным положением стрелки. Разница последующих отсчетов не должна превышать 0,5 деления шкалы.
При положительных результатах поверки выдается свидетельство государственного образца